




| 干了这么多年机加工,你真的会拧紧螺栓么? |
| 来源: 点击数:2748次 更新时间:2019/11/25 10:19:34 |
导读 拧螺栓这事儿,干机加的各位应该都没少干过,那么问题来了,你真的会拧螺栓么?螺栓是怎么拧紧的,今天我们就来介绍一下相关知识。
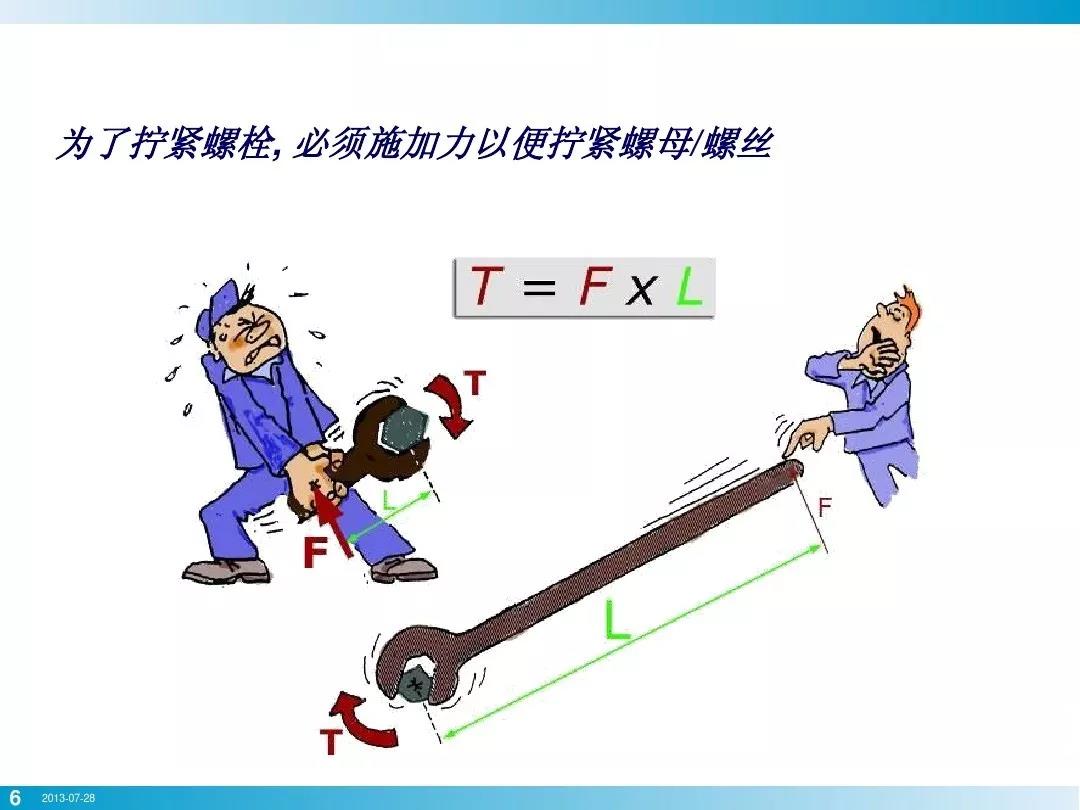
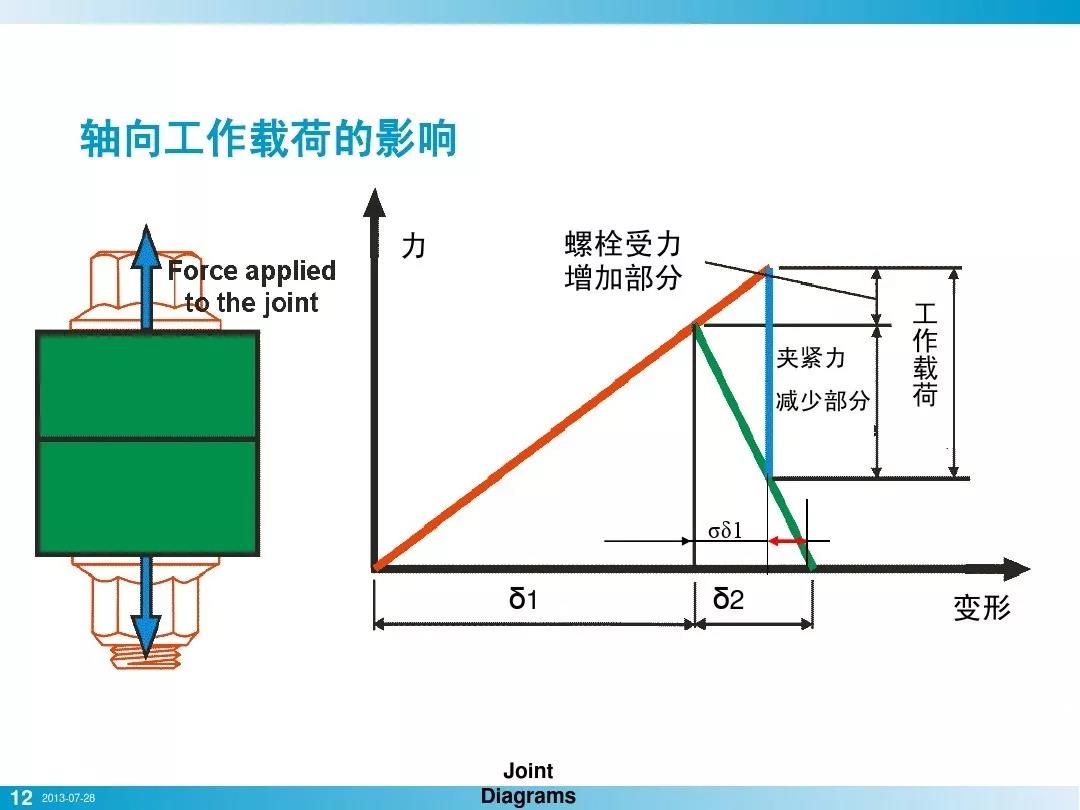
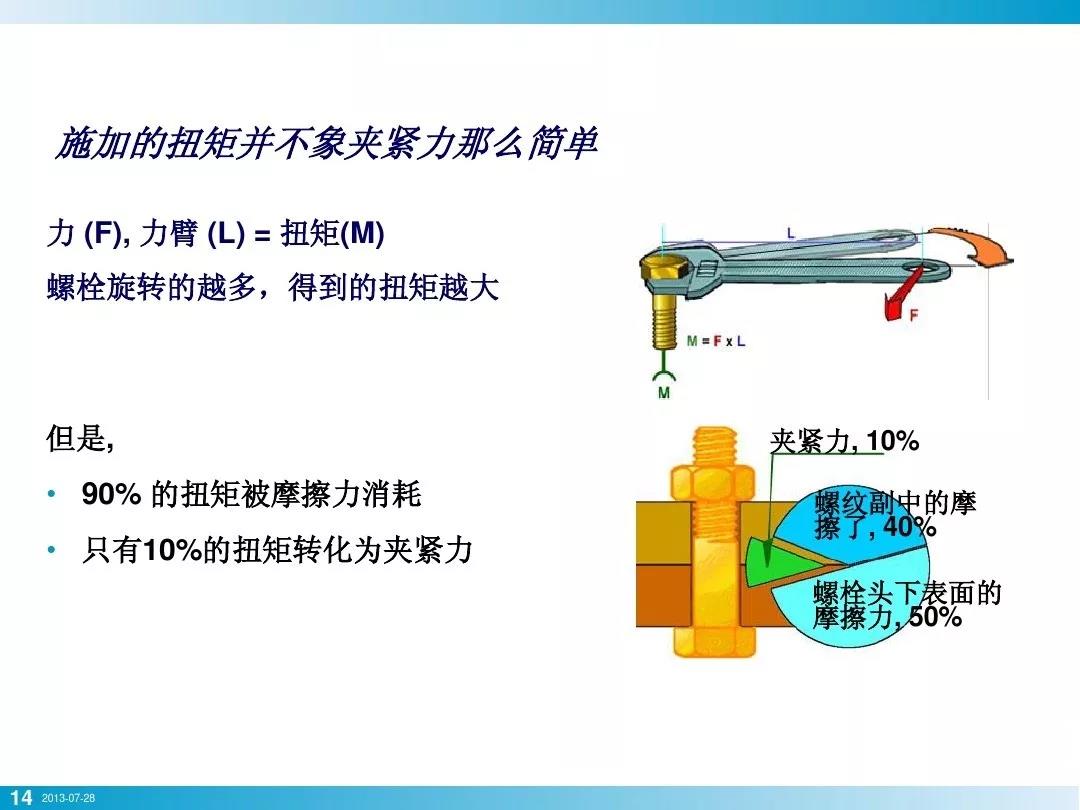
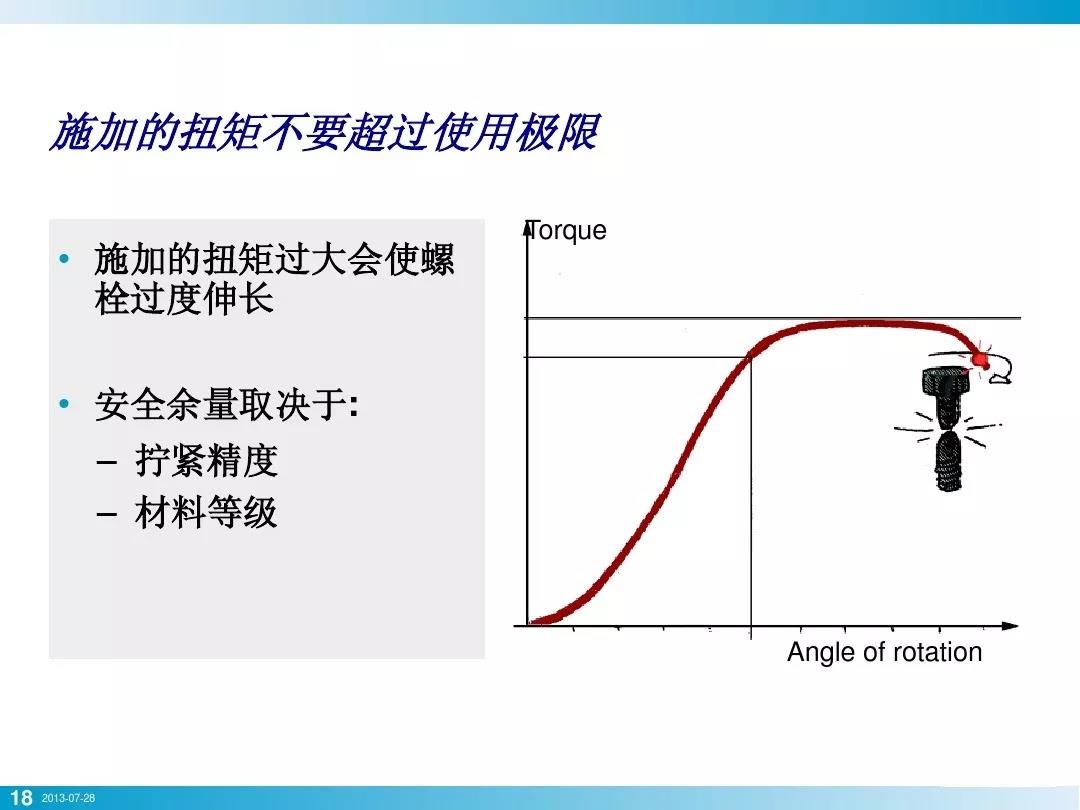
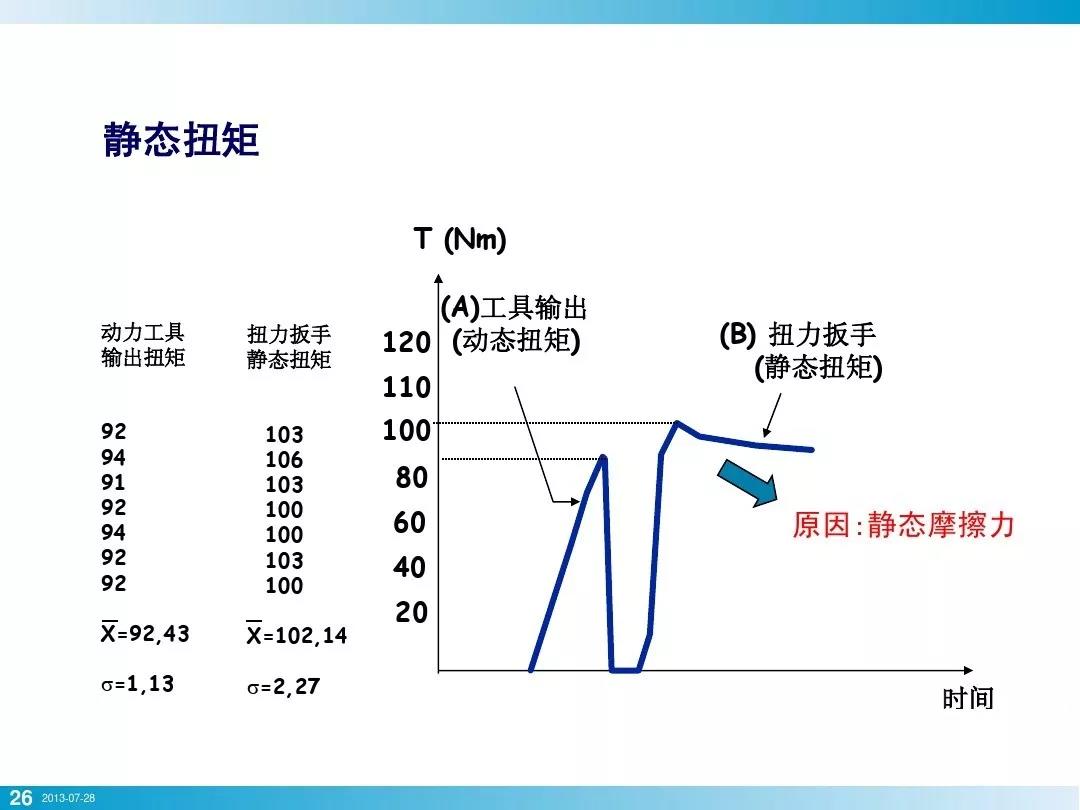
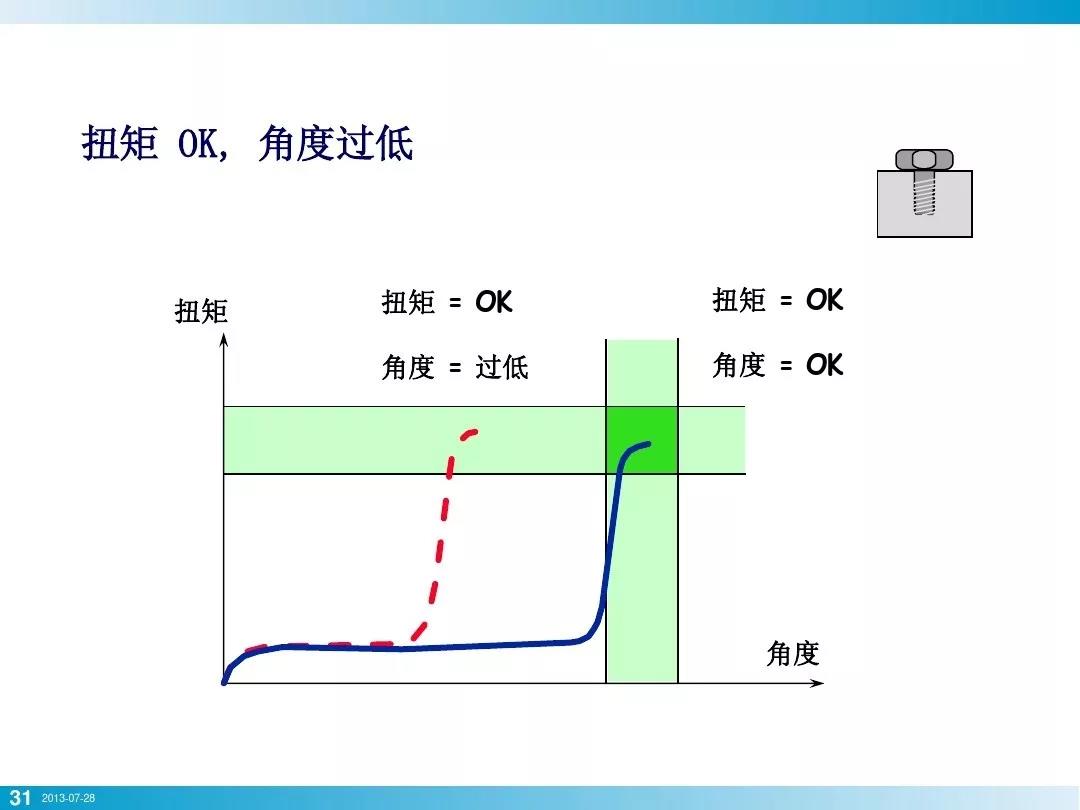
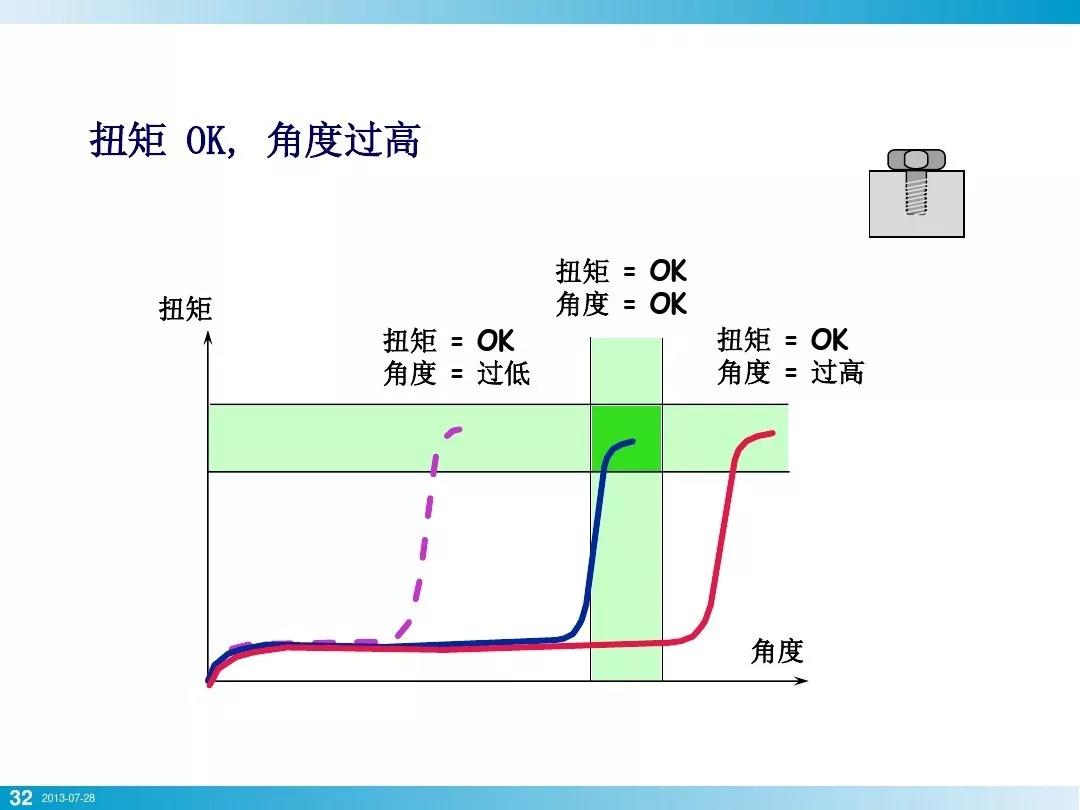
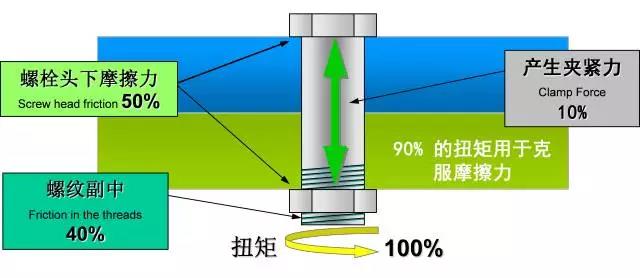
拧紧一颗螺栓,需要施加一定扭矩旋转一定角度后才可以完成,这部分的扭矩+角度所做功最终转为三个部分: 1,螺栓头下摩擦力消耗 2,螺纹副摩擦力消耗 3,产生预紧力
这个也可以根据以下公式得出:
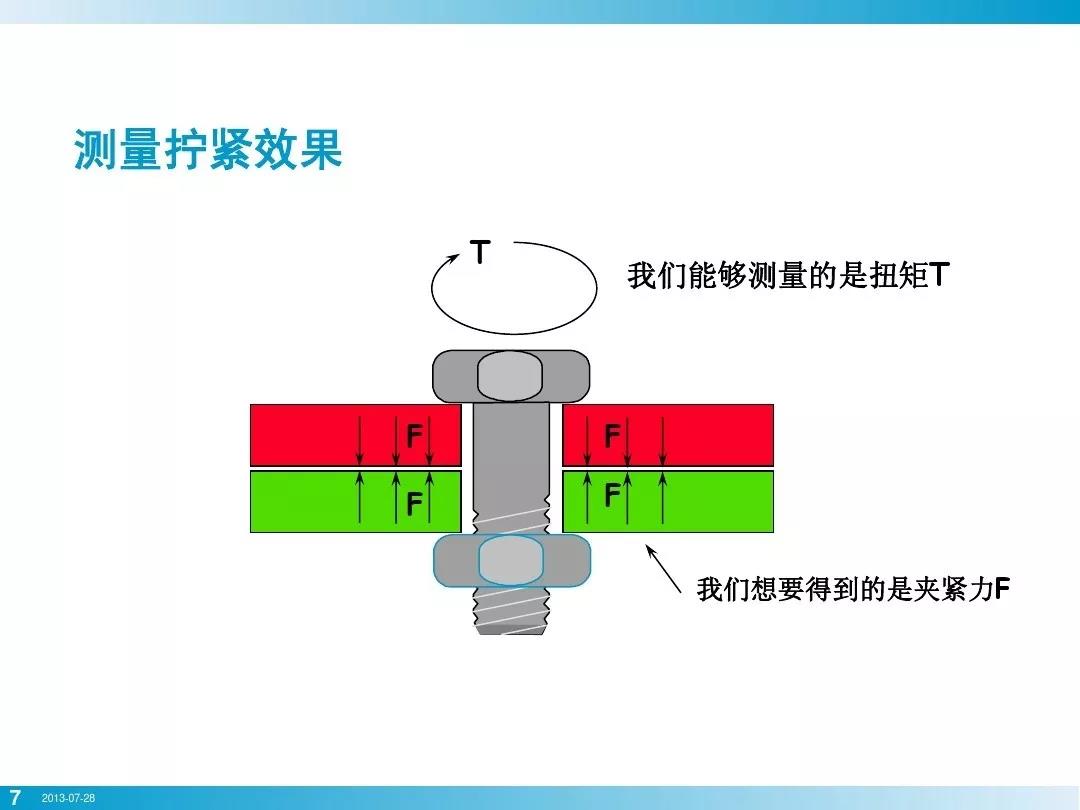
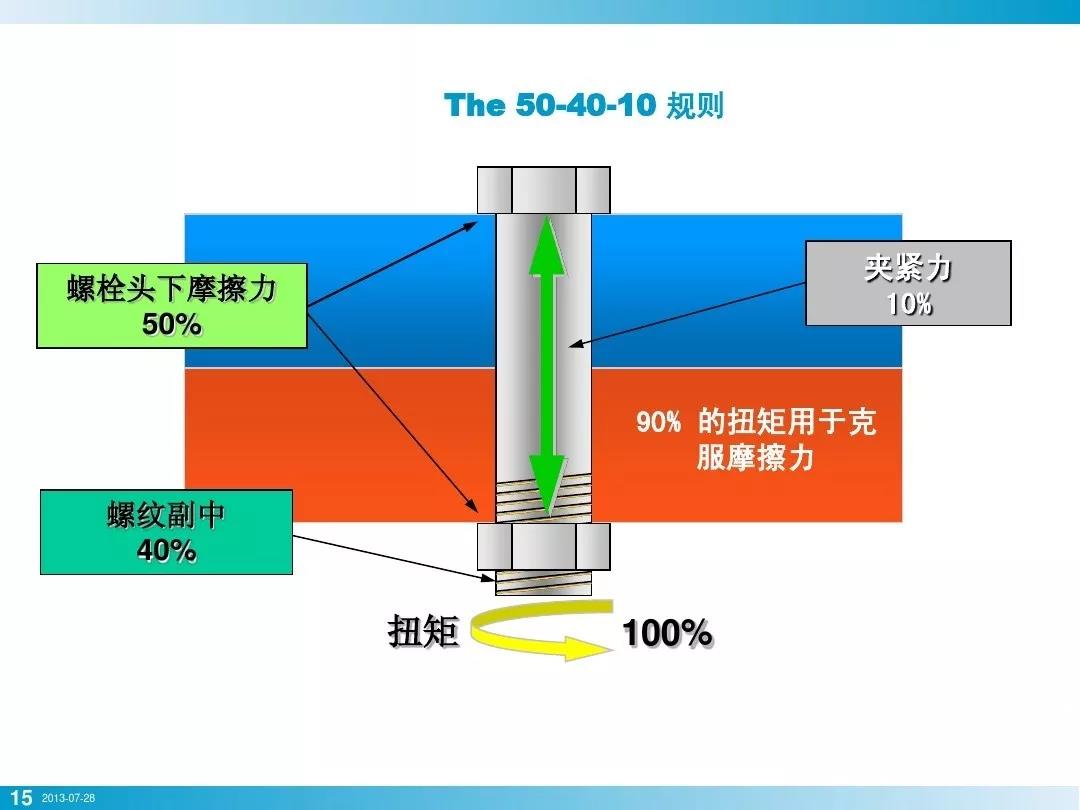
螺栓的初始设计是按照如上图的比例来分配三者关系的,如果实际的过程中改变了三者的比例关系,会出现扭矩“合格”,夹紧力不合格的情况。
典型情况1:
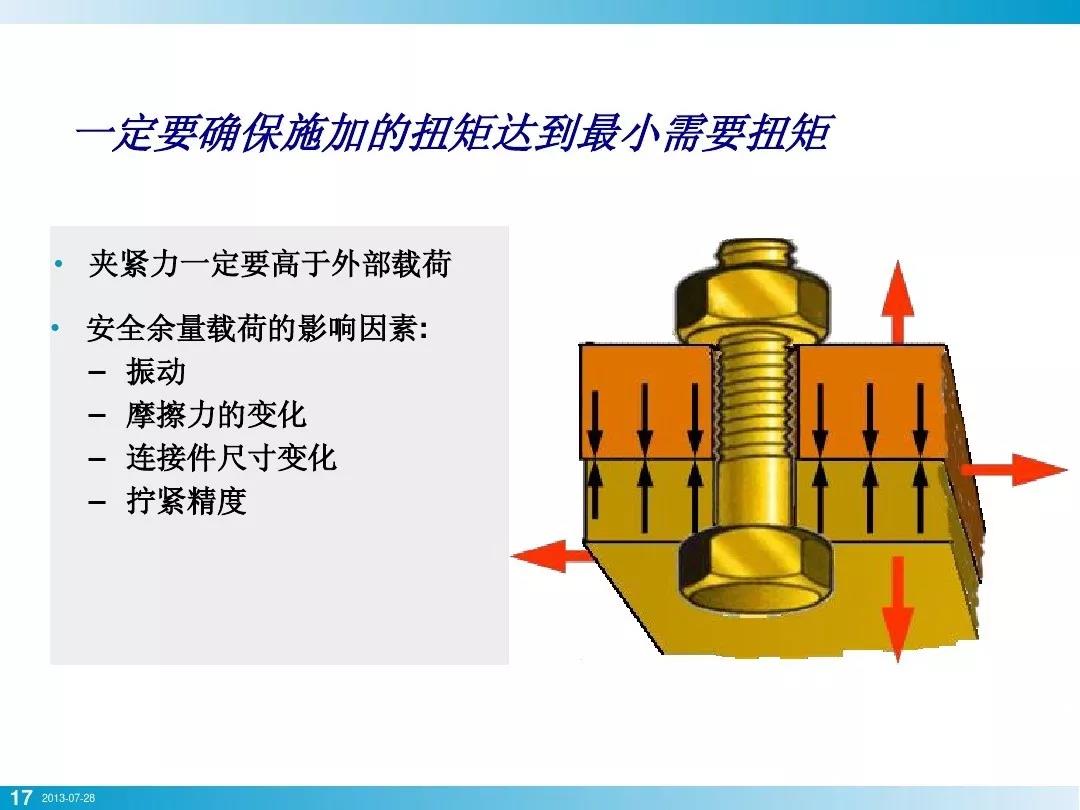
螺纹副被额外润滑 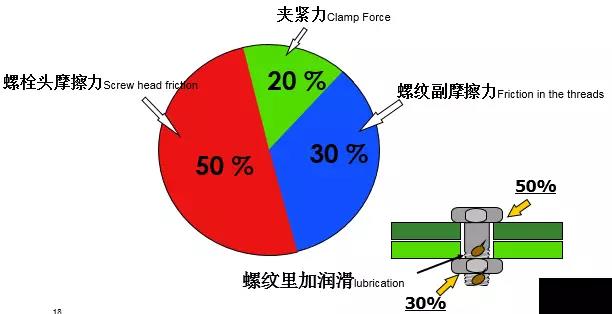 此时螺纹副摩擦系数降低,摩擦力矩变小,施加的扭矩“转移”给为夹紧力,后果有可能是:螺栓拉断或者工件变形。
典型情况2:
螺栓生锈或者螺纹副有油漆
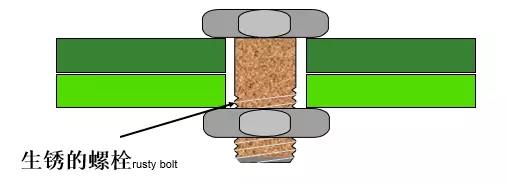 此时螺纹副摩擦系数增加,有可能扭矩合格后夹紧力不足。 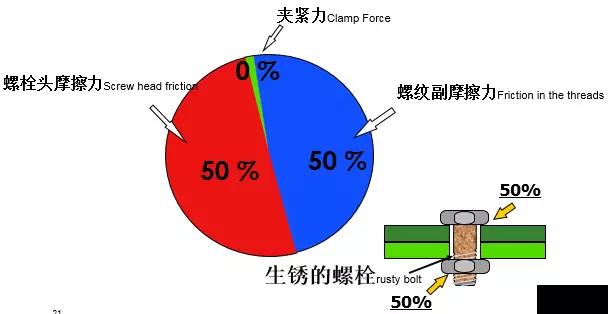 其它改变摩擦系数的常见情况有:
涂层材料改变,涂层厚度变化,螺栓/螺钉公差,与螺帽旋转接触面摩擦系数,工具转速,垫片增加/减少等。
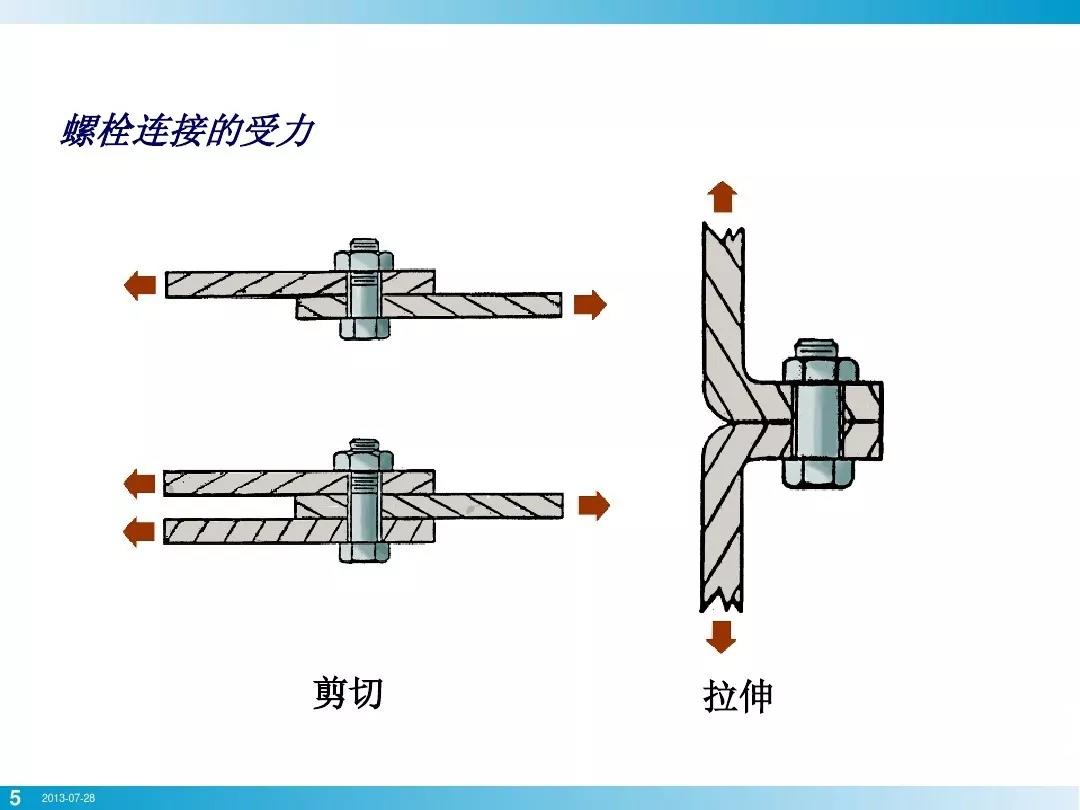
螺栓/螺母的失效方式有以下几种:
1. 强度不足
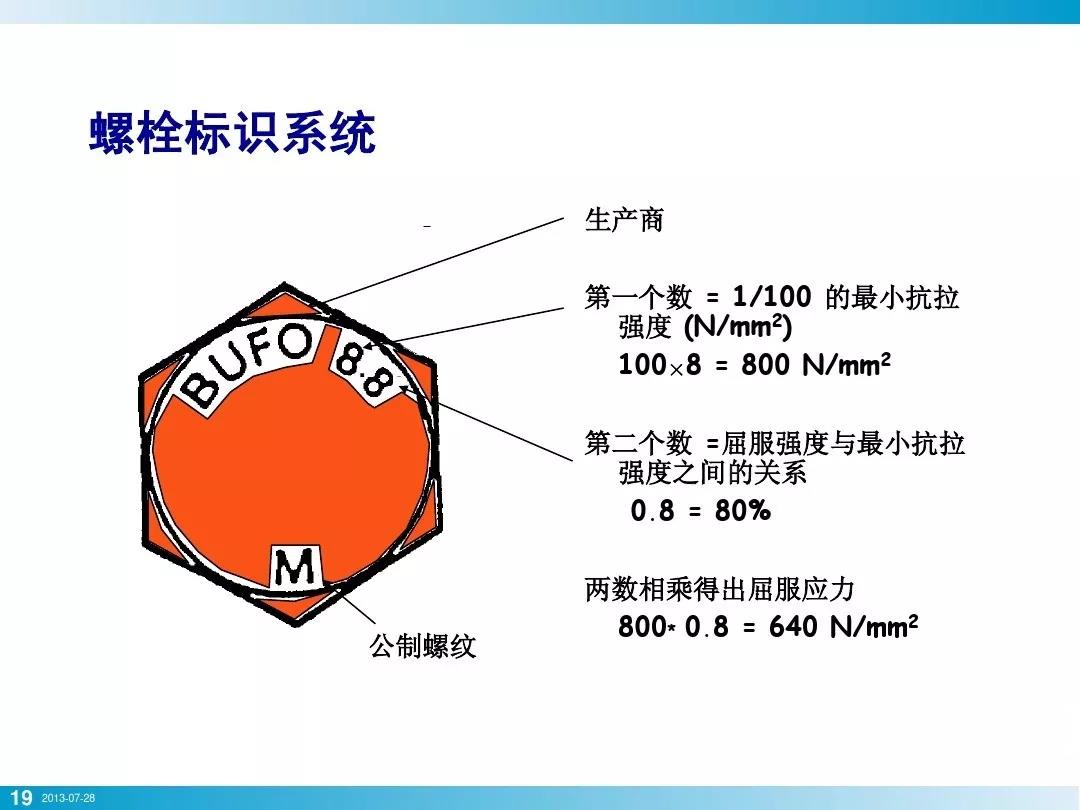
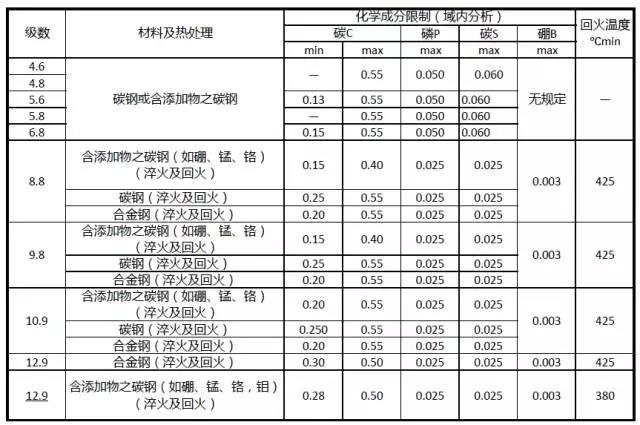
螺栓常见强度等级如下,如果螺栓制造商供应的螺栓不能满足对应的强度要求,螺栓连接的安全性也无法得到保障。
2. 螺纹副强度不足
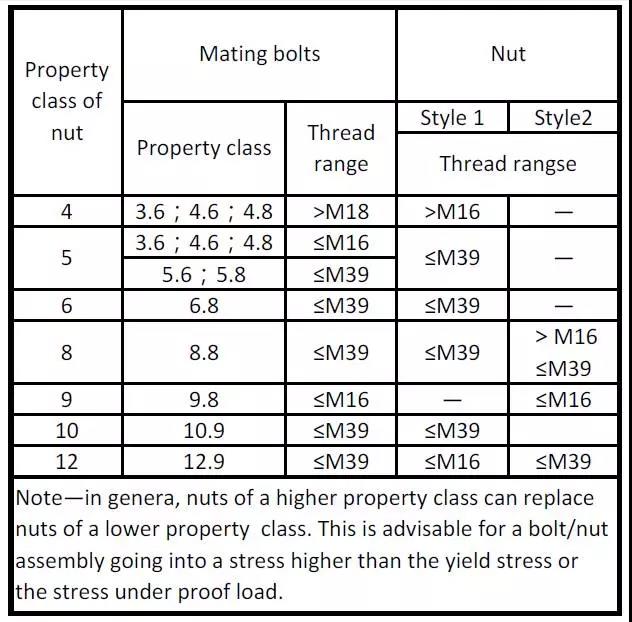
按照ISO898要求,与螺栓配合的螺纹副/螺母强度要与螺栓本身强度相匹配,比如螺栓强度为10.9的螺栓,应采用强度为10的螺母。
3. 螺纹副高度
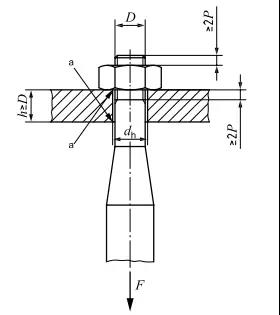
同样根据ISO898要求,螺母或者有效螺纹连接高度一般大于公称直径D的0.8以上,比如M10的螺栓与之匹配的螺母高度不得低于8mm。
螺栓/螺母机械强度测试
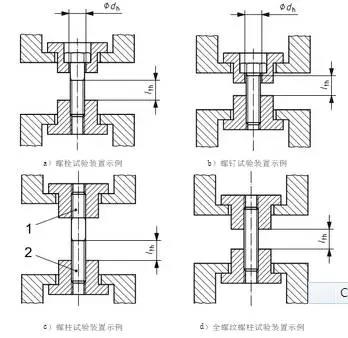
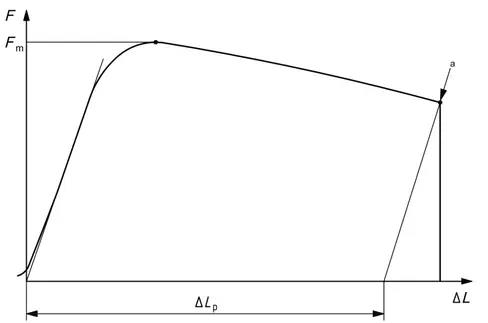
螺栓/螺母机械强度的测试方法很多,比较权威的方法是依据ISO898-1以及ISO898-2,对于螺栓的机械抗拉强度测试方法如下:固定螺栓两端,通过万能材料试验机产生轴向拉力,通过轴向拉力/轴向拉伸量获得螺栓的机械性能指标。
轴向拉力/轴向拉伸量:
螺母/螺纹副的机械强度测试,如下图示意:
1. 实验载荷一般在抗拉强度的88%-94%之间 2. 持续载荷15S 3. 需确保螺杆没有永久变形 4. 15S后手动可以将螺纹旋出,则表示螺母/螺纹副强度合格
小贴士:
螺栓/螺母的失效形式有:
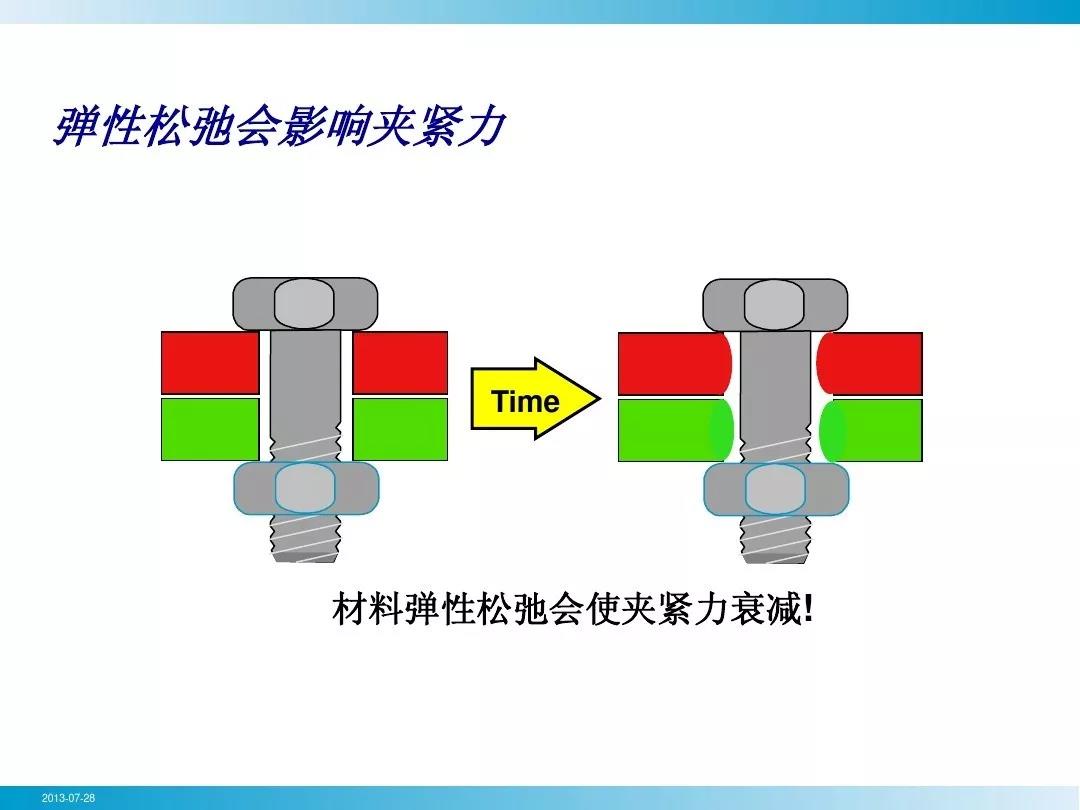
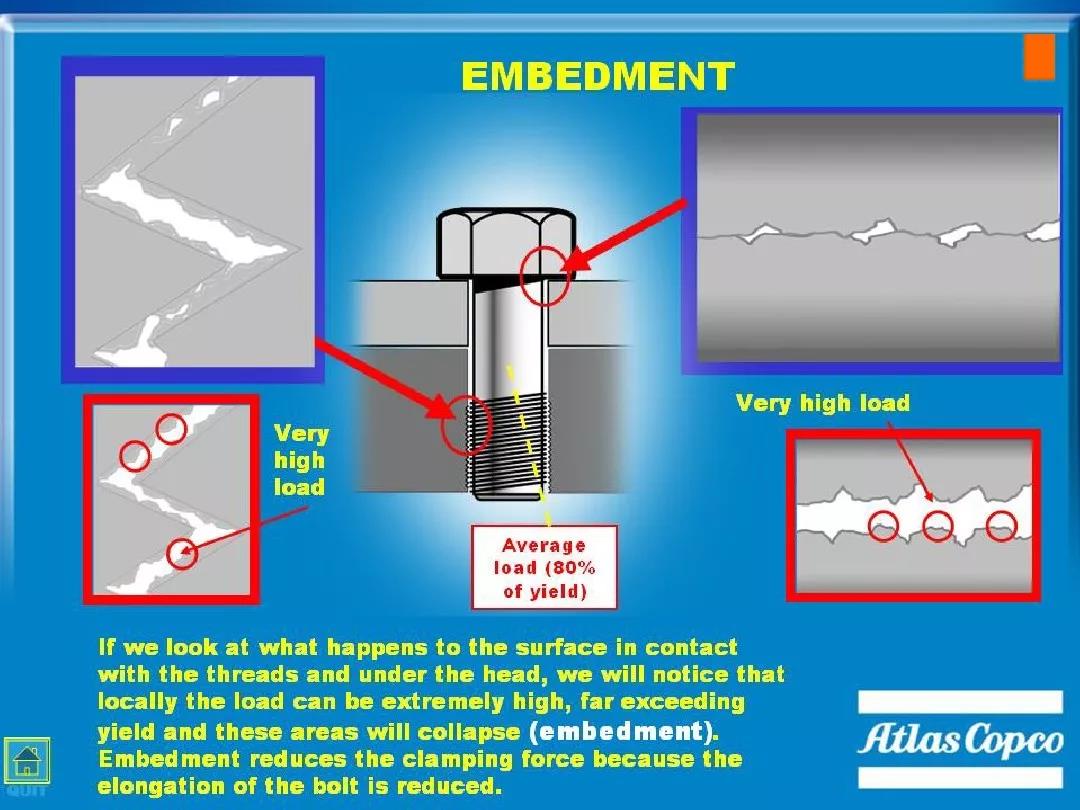
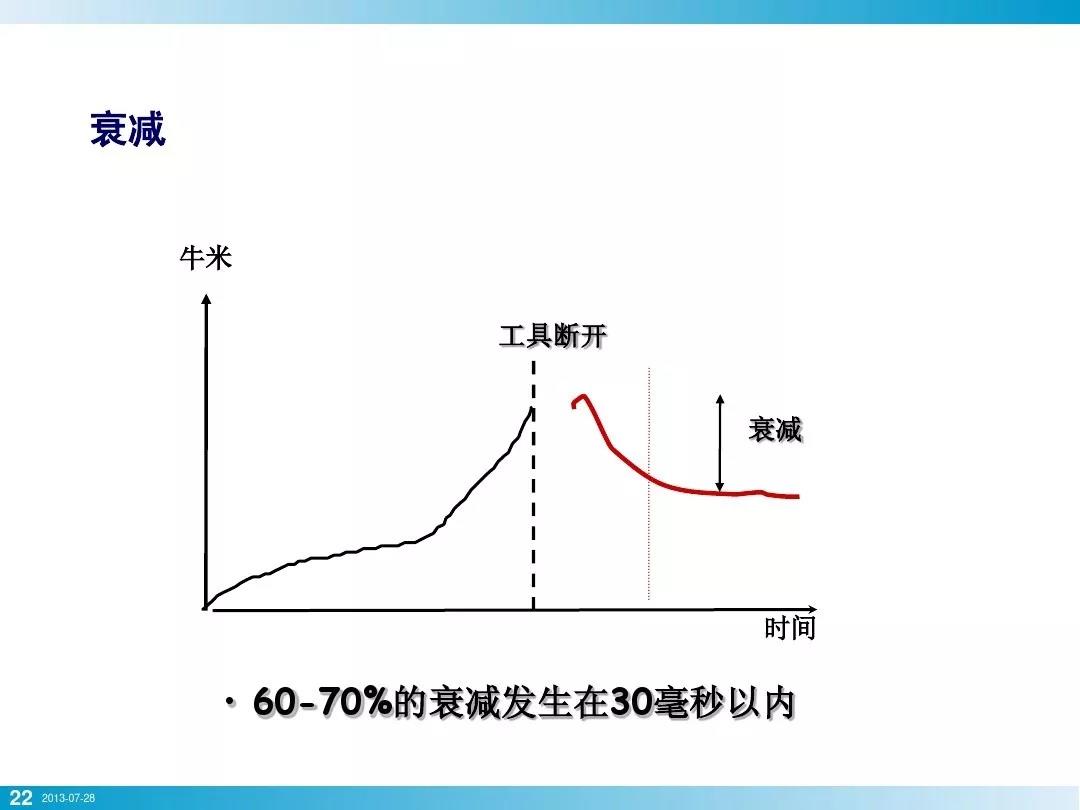
滑牙,疲劳失效,涂层失效,螺纹副脱落,电化学腐蚀,拉断,剪断,过度衰减等。 |
电话:0513-88915838
0513-88921838
传真:0513-88919965
电子邮箱:htjd@htjd.com.cn
公司地址:江苏省海安市立发大道169号1栋