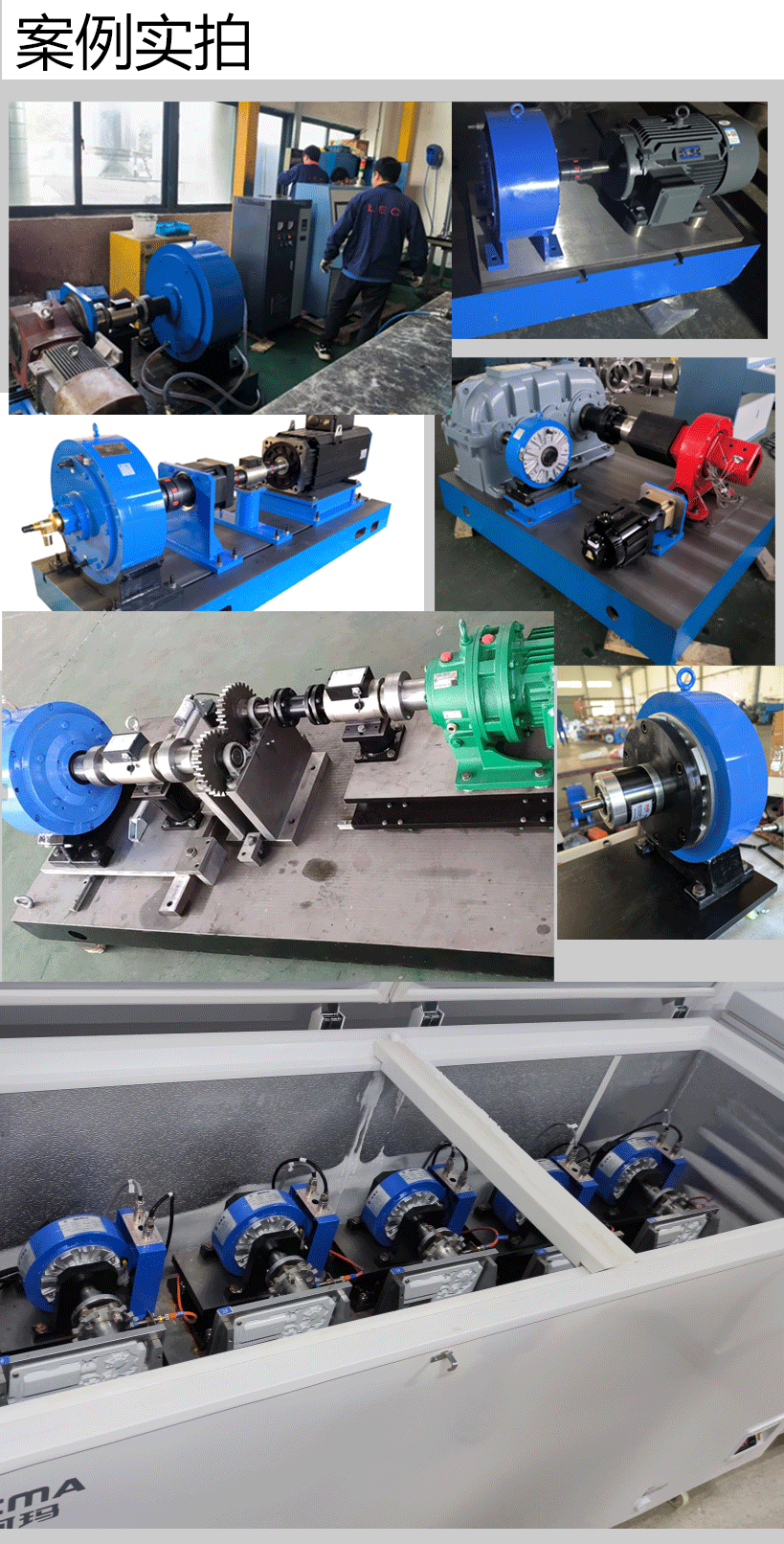





| CZ型机座式磁粉制动器 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 来源: 点击数:8961次 更新时间:2025/8/19 13:51:22 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


|
型 号 |
技 术 参 数 |
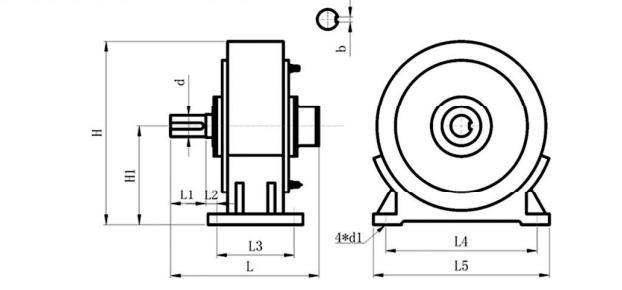
安 装 尺 寸 |
|||||||||||||
|
额定 转矩 N.m |
激磁 电流 A |
滑差 功率 KW |
冷却 方式 |
d |
H1 |
H |
L |
L1 |
L2 |
L3 |
L4 |
L5 |
d1 |
b |
|
|
CZ-0.2 |
2 |
0.6 |
0.15 |
自冷 |
9 |
55 |
105 |
103 |
20 |
32.5 |
26 |
100 |
115 |
5.5 |
削平 |
|
CZ-0.3 |
3 |
0.6 |
0.04 |
自冷 |
12 |
55 |
99 |
78 |
20 |
12 |
16 |
74 |
88 |
7 |
4 |
|
CZ0.5 |
6 |
0.5 |
0.3 |
自冷 |
12 |
72 |
131 |
79 |
20 |
5 |
46 |
100 |
120 |
7 |
4 |
|
CZ-1 |
10 |
0.6 |
0.8 |
水冷 |
12 |
100 |
188 |
140 |
26 |
11 |
70 |
155 |
180 |
9 |
4 |
|
CZ-1-K |
10 |
0.6 |
0.35 |
自冷 |
12 |
90 |
166 |
120 |
26 |
11 |
70 |
155 |
180 |
9 |
4 |
|
CZ-2 |
20 |
0.6 |
1.0 |
水冷 |
18 |
120 |
220 |
160 |
30 |
20 |
78 |
155 |
185 |
11 |
6 |
|
CZ-2-K |
20 |
0.6 |
0.4 |
自冷 |
18 |
100 |
186 |
124 |
30 |
14 |
70 |
155 |
180 |
9 |
6 |
|
CZ-5 |
50 |
0.8 |
1.2 |
水冷 |
22 |
150 |
260 |
174 |
35 |
9 |
110 |
185 |
225 |
11 |
6 |
|
CZ-10 |
100 |
1 |
3.0 |
水冷 |
30 |
165 |
300 |
221 |
55 |
37.5 |
100 |
185 |
220 |
13 |
8 |
|
CZ-20 |
200 |
2 |
4.0 |
水冷 |
35 |
180 |
330 |
233 |
60 |
30 |
125 |
268 |
300 |
13 |
10 |
|
CZ-30 |
300 |
2.5 |
5.0 |
水冷 |
45 |
210 |
385 |
270 |
70 |
23 |
150 |
300 |
350 |
13 |
14 |
|
CZ-40 |
400 |
2.5 |
5.0 |
水冷 |
45 |
210 |
385 |
270 |
70 |
23 |
150 |
300 |
350 |
13 |
14 |
|
CZ-50 |
500 |
2.5 |
10 |
水冷 |
60 |
240 |
440 |
324 |
100 |
19 |
180 |
340 |
400 |
17 |
18 |
|
CZ-100 |
1000 |
2.5 |
18 |
水冷 |
60 |
280 |
522 |
478 |
100 |
31 |
220 |
430 |
500 |
17 |
18 |
|
CZ-200 |
2000 |
3 |
25 |
水冷 |
75 |
325 |
610 |
554 |
110 |
50 |
250 |
520 |
600 |
22 |
20 |
|
CZ-500 |
5000 |
3 |
40 |
水冷 |
90 |
430 |
818 |
662 |
140 |
50 |
320 |
600 |
700 |
22 |
25 |
|
CZ-1000 |
10000 |
4 |
50 |
水冷 |
120 |
600 |
1125 |
710 |
160 |
40 |
360 |
900 |
1030 |
26 |
32 |
|
CZ-2000 |
20000 |
5 |
90 |
水冷 |
155 |
600 |
1125 |
965 |
180 |
50 |
550 |
900 |
1030 |
34 |
40 |